Aller au contenu
Abonnement
À propos
Close À propos
Open À propos
À propos
Conseil d'administration
Personnel et réseau régional
Annonces
Services aux entreprises
Centre des conférenciers
Rapport D’impact
Événements
Contact
EN
Close
Open
Rechercher
Search
Centre de données
Close Centre de données
Open Centre de données
Informations sur le marché du travail
À propos de LMI
Données nationales et régionales
Données sectorielles
Défi des postes vacants
Ingrédients du travail
Centre de ressources tarifaires
Incivilité au travai
Tendances de la main-d'œuvre
Tension sur le marché du travail
Données sur l'éducation au Canada
Recommandations sur le marché du travail pour un avenir meilleur
Sondage de consultation national
L'économie alimentaire du Canada
Rapports
National
Régional
Sectoriel
Rapport D’impact
Rapid Results
- Custom Research Requests
Nos résultats
Développement de la main-d'œuvre
Close Développement de la main-d'œuvre
Open Développement de la main-d'œuvre
Normes
Normes professionnelles nationales
Accréditation
Reconnaissance professionnelle
CertAliment
Découpeur de Viande Industrielle Certifié Canadien (DVICC)
Professionnel Des Viandes Certifié Canadien (PVCC)
Opérateur à la Transformation de Fruits de Mer Certifié Canadien (OTFCC)
Superviseur de la production alimentaire certifié canadien (SPACC)
Opérateur de Transformation des Produits de la Mer (CCSPO)
Cadre d'apprentissage et de reconnaissance
Guide de Référence Rapide
Guide d'Information
Formation
Close Formation
Open Formation
Formation
Institut canadien des transformateurs d’aliments
Intelligence émotionnelle
Salubrité alimentaire
Formation dans d'autres langues
Milieux de travail inclusifs et respectueux
Prêt à affronter les crises
Outils
Close Outils
Open Outils
Outils de carrière
Roue des carrières
Profils professionnels
Parcours de carrière
CareersNOW!
Outils pour les employeurs
Référentiel de compétences alimentaires
Cadre d'apprentissage et de reconnaissance
Guide sur la diversité culturelle
Trousse à outils pour les ressources humaines
Évaluation des besoins en formation
Prêt à superviser
Outils pour les nouveaux arrivants
Programme de préparation à la sécurité alimentaire
Dictionnaires
Formation dans d'autres langues
Programmes
Close Programmes
Open Programmes
Programmes
Formation professionnelle pancanadienne : Nous nourrissons le Canada
Formation professionnelle pancanadienne pour les travailleurs de production
Formation professionnelle pancanadienne pour les superviseurs
AptAliment
iFood 360
Programme de stages pratiques pour étudiants (PSPÉ+)
Affinez-vous
Investir dans la salubrité alimentaire
Programme de préparation à la salubrité alimentaire
Succeeding at Work (SAW) Language Stream
CareersNOW!
Ressources
Close Ressources
Open Ressources
Ressources
CTAC Guide du programme
Rapports
Vidéos et webinaires sur demande
Série Labour Ingredients
Parcours de carrière
Centre de ressources tarifaires
Capsules d’encadrement RH
Études de cas
Fiche du Cadre d’apprentissage et de reconnaissance
Fiche de carrière
Publié
mars 11, 2024
Operateur a la Fabrication de Produits Laitiers
Facebook-f
Instagram
X-twitter
Linkedin-in
Youtube
Abonnez-vous à notre newsletter gratuite pour les dernières actualités et perspectives de l'industrie alimentaire
Abonnez-vous maintenant
Introduction de Rapport
No introduction available
Rapports connexes
11 mars 2025
Rapport national sur la fabrication de produits laitiers
20 septembre 2024
Transformation Laitière
11 mars 2024
Description de poste fromager
11 mars 2024
Normes professionnelles nationales pour fromager dans l’industrie des aliments et des boissons
11 mars 2024
Profil de l’industrie de la fabrication de produits laitiers
16 mars 2026
Étude de cas – Le secteur de la vente au détail alimentaire
16 mars 2026
Étude de Cas – Les jeunes dans l’industrie des aliments et des boissons
16 mars 2026
Étude de cas – Fabrication de Boissons
19 Décembre 2025
Rapport sur les tarifs de 2025
1 Décembre 2025
Sommet des dirigeants de la CTAC 2024
18 novembre 2025
Rapport d’évaluation STAC 2025
24 septembre 2025
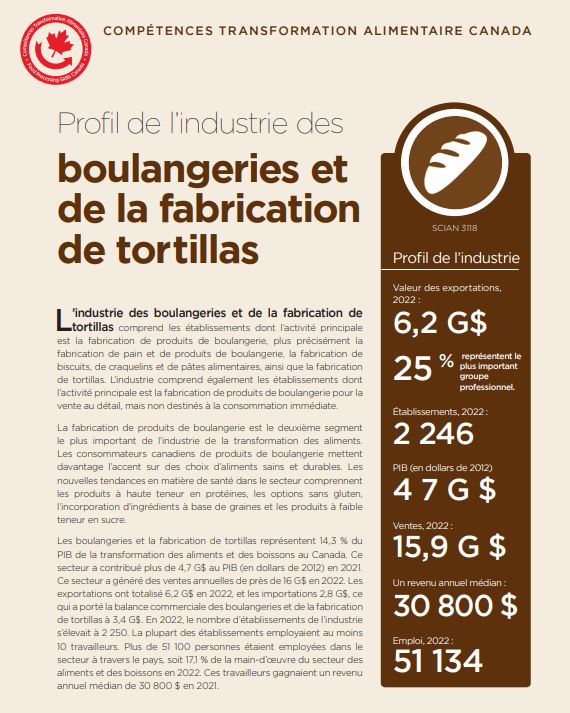
Profil de l’industrie de la boulangerie
24 septembre 2025
Le secteur de la boulangerie au Canada – Rapport national
24 septembre 2025
Rapport National sur le Secteur de la Boulangerie au Canada – Résumé Exécutif
24 septembre 2025
Description de Travail de Boulanger
5 mars 2025
La demande demétiers qualifiés dans la transformation des aliments et des boissons
Télécharger ou Voir en Ligne
Télécharger le Rapport
Voir en Ligne